Основной сферой деятельности компании «Эстралин» является производство высоковольтного одножильного кабеля на классы напряжений 60-220 кВ и поставка кабельных систем для сетей с изолированной и заземленной нейтралью на классы напряжений 60-500 кВ.
В качестве изоляционного материала при производстве силового кабеля «Эстралин» использует пероксидосшиваемые полиэтилены. Обобщенное название – сшитый (вулканизированный) полиэтилен (СПЭ).
Данный тип кабеля применяется для передачи электроэнергии в распределительных сетях при различных условиях эксплуатации кабельных линий.
Для подземной передачи электроэнергии используется кабель с усиленной полиэтиленовой оболочкой с поперечной и продольной герметизацией.
Для передачи электроэнергии под водой используется кабель со сплошной металлической броней и поперечной и продольной герметизацией.
Кабель с оболочкой, не поддерживающей горение используется для установки в закрытых кабельных сооружениях.
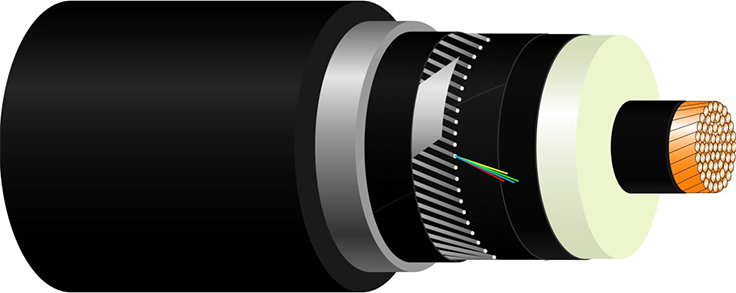
* материал, из которого производится жила, также как её форма и поперечное сечение, зависит от значений нагрузочных характеристик кабельной линии.
* необходим для равномерного распределения напряженности электрического поля на границе токопроводящей жилы и слоя изоляции.
* основной электроизоляционный элемент в конструкции СПЭ кабелей 60 - 500 кВ, обладает высокой электрической прочностью как в стационарных, так и переходных режимах.
* позволяет равномерно распределять напряжённость электрического поля между изоляцией и заземлённым проводником (проволочным экраном кабеля).
* обеспечивает возможность мониторинга температуры кабеля в процессе его эксплуатации.
Оптоволоконный модуль устанавливается опционально по желанию Заказчика.
* необходим для защиты от распространения влаги в случае повреждения оболочки кабеля (продольная герметизация), а также механической и термической защиты внешнего электропроводящего экрана от возможного повреждения проволочным экраном кабеля.
* необходим для равномерного распространения нулевого потенциала по поверхности изоляции кабеля и пропускания токов короткого замыкания (КЗ).
* необходим для защиты от распространения влаги в случае повреждения оболочки кабеля (продольная герметизация).
* препятствует проникновению влаги.
* необходима для электрического изолирования проволочного экрана от земли, а также для защиты кабеля от механических воздействий, возникающих при его монтаже и эксплуатации, а также от вредных внешних воздействий.
| Медная жила | Без обозначения |
| Алюминиевая жила | А |
| Круглая многопроволочная жила с герметизацией | гж |
| Сегментированная многопроволочная жила с герметизацией | сгж |
| Изоляция из сшитого (вулканизированного) полиэтилена | Пв |
| Оболочка из полиэтилена | П |
| Алюминиевая жила | А |
| Усиленная оболочка из полиэтилена с ребрами жесткости для 110 кВ | Пу |
Оболочка из полимерной композиции, не распространяющей горение, А – нераспространение горения по категории А; В – нераспространение горения по категории В; | Пнг-HF-А(В) |
| Свинцовая оболочка | С |
| Броня из проволок из алюминиевого сплава | Ка |
| Медный экран | Без обозначения |
| Экран из алюминиевого сплава | Ас |
| Оптоволоконный модуль | ов |
* конструкция и маркировка кабеля могут быть изменены при внедрении новых решений.
Примеры обозначения:
ПвПу2г 1х1600 сгж/185ов 64/110 кВ
Компания «Эстралин» уделяет особое внимание контролю качества производимой и поставляемой продукции, руководствуясь регламентами международной электротехнической комиссии (МЭК) IEC 60840 — на номинальное напряжение оборудования свыше 30 кВ до 150 кВ включительно и IEC 62067 – на напряжение 150-500 кВ.
Определение соответствия параметров силового кабеля с экструдированной изоляцией и кабельной арматуры проводятся в несколько этапов:
Тотальный контроль на всех этапах производства силового кабеля с СПЭ-изоляцией позволяет обеспечить непрерывный мониторинг технических характеристик кабеля и эффективность своевременно принятых корректирующих и превентивных мер по улучшению качества.
Система менеджмента качества производимой продукции компании «Эстралин» подтверждена сертификатами соответствия требованиям ISO 9001:2015, ISO 14000:2015, ISO 45001:2018.
«Эстралин» поставляет и монтирует кабель и кабельную арматуру для кабельных линий сверхвысокого напряжения 300-500 кВ.
Узнать подробнее об ассортименте продукции на напряжение 300-500 кВ, Вы можете, отправив свой запрос на почту info@estralin.com